Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul





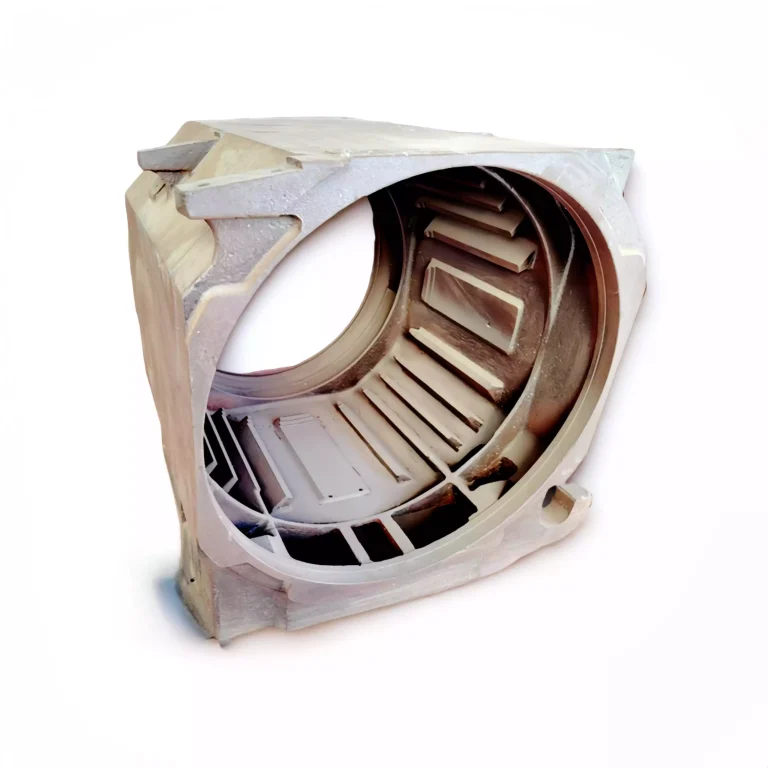
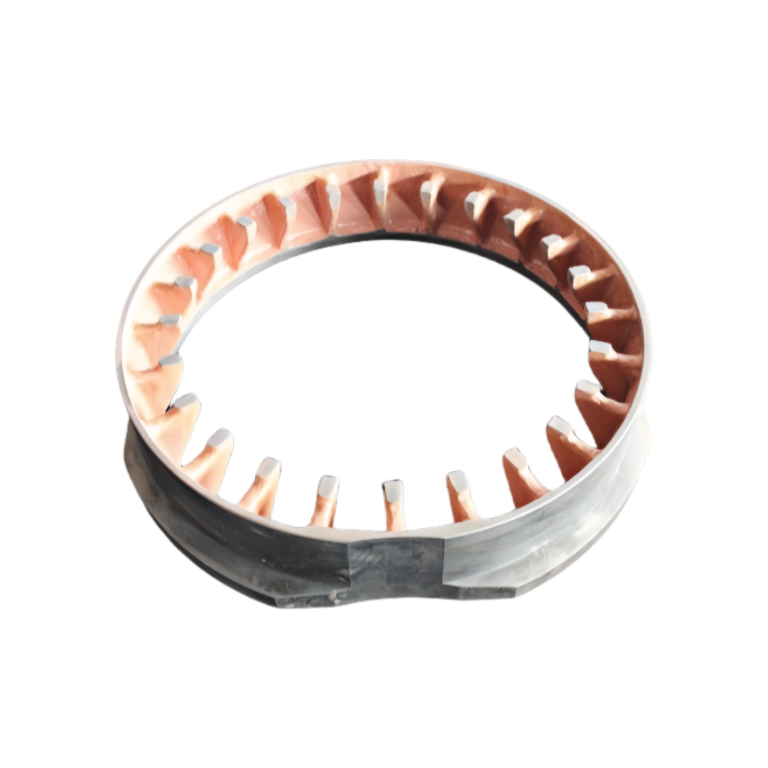
Introduction of End Cover of Train Traction Motor
The end cover of the train traction motor is used to close the motor and support the rotor. A cooling air inlet is provided on the upper part of the end cover of the non-transmission end, and a plurality of large holes are provided on the end cover of the transmission end as an air outlet. The rotor core is made up of silicon steel sheets with good magnetic conductivity, and there are 46 grooves in the outer circumference. There are ventilation holes on the core to dissipate heat and reduce mass. Both ends of the rotor core are equipped with pressure rings. The traction motor is mechanically fixed together through the threaded holes on the front and rear end covers and the bracket with the lifting spring. Profiles connect the spring brackets to form a rectangular lifting structure. When the motor is installed, the overall tilt to the driving end is 1.5°. The mechanical connection of the motor to the vehicle is achieved by means of a bracket with elastic suspension. Motion is transmitted to the wheel sets of the train via an appropriate cardan shaft and gearbox. The traction motor is mechanically connected to the cardan shaft by a safety device that protects the cardan shaft and gearbox from over-torque in the event of a short circuit between the two-phase coils of the traction motor. In the efficient operation of the traction motor, the end cover is a key support component, and its performance is directly related to the reliability of the motor, life and environmental adaptability.
The Function Orientation of The Traction Motor End Cover
As a simple protective cover, but in fact it takes multiple missions:
structural support, as the connection of shell and rotor hub motor end cover, needs to carry the rotor high-speed rotation of the centrifugal force and vibration load;
Thermal management center: by optimizing the heat dissipation design, build end cover from the internal winding to the path of thermal conductivity of the external environment;
Sealing barrier: in complex condition, such as rail, electric cars, the end cover can resist the invasion of the moisture, dust and chemical corrosive medium; Electromagnetic compatibility interfaces: end cover part of the design should be integrated electromagnetic shielding layer, suppress the high-frequency harmonic disturbance to the surrounding equipment.
Performance dimensions of The Traction Motor End Cover
Mechanical properties of the fatigue strength: to satisfy the 10 ^ 7 times zero flaw under circulating load requirements (refer to the IEC 60034 standard); Dynamic deformation control: under the rated speed, the end cover flange surface axial pulse quantity usually 0.05 mm or less; Impact toughness: – 40 ℃ low-temperature impact energy (KV2) or greater 27 j (for frigid application scenario).
The thermal efficiency of heat transfer: aluminum alloy plate thermal conductivity should be 150 w/(m K) or higher, with forced air cooling when the temperature control is within 55 K; Thermal expansion coefficients of thermal expansion match: cover and frame difference to 1.5 * 10 ^ – 6 / ℃ or less and avoid the structure stress of high-temperature conditions.
The environmental adaptability of salt fog resistance: coastal environment application by 480 h neutral salt spray test (ISO 9227); Seal level: IP67 protection standards can withstand under 1 m water depth soak 30 minutes; Fretting wear resistance: the bearing chamber surface after nitriding treatment, microhardness to achieve HV650 above. Grade three, rail end cover hardcore process control parameters of ductile cast iron QT500-7: graphite spheroidization rate is 90% or higher, pearlite content control in 30-50%; Low-pressure casting process: vacuum degree of the cavity 5 kph or less, to ensure that key parts without shrinkage cavity defects; Aging treatment: 300 ℃ x 6 h to stress annealing, 50 mph or less residual stress. Dynamic stiffness matching parameters of the bearing chamber: the radial stiffness of 5 x 10 ^ 8 or higher n/m, the axial rigidity of 3 x 10 ^ 8 n/m or higher; Modal frequency to avoid: first-order natural frequency to avoid the wheel-rail excitation frequencies (120-180 hz); Thermal deformation compensation: design expansion gap 0.15 0.3 mm (thermal gradient calculation according to the line).
Service monitoring data of the vibration intensity: the use of bearing vibration velocity RMS 2.8 mm/s or less (ISO 10816-3); Temperature threshold: winding end temperature alarm value set to 105 k corresponding insulation class (200); Seal life: fluorine rubber seal replacement cycle 800000 km or more (the equivalent of three-phase).
| Material process control | Ductile iron QT500-7 | graphite spheroidization rate ≥90%, pearlite content control at 30-50% |
| Low pressure casting process | cavity vacuum ≤5kPa, to ensure that there is no shrinkage hole defect in key parts | |
| Aging treatment | 300℃×6h stress relief annealing, residual stress ≤50MPa | |
| Mechanical performance | Fatigue strength | to meet the requirements of zero cracks under 10^7 cycle loads (refer to IEC 60034 standard) |
| Dynamic deformation control | under the rated speed, the axial runout of the end cover flange surface is usually ≤0.05mm | |
| Impact toughness | -40℃ Low temperature impact work (KV2) ≥27J (for cold zone application scenarios) |
Package of The Traction Motor End Cover
Polybag+Carton box+Wooden case/Pallet, according to customer’s request
Company Profile
Luoyang Fenyo Heavy Industries Co., Ltd. was founded in 1998, covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. It has been rated as Luoyang Engineering Technology Center, Luoyang Technology R&D Center, and National High-tech Enterprise for many times.
Our production capacity is 30,000 tons per year. Currently, we mainly produce cast steel, cast iron (gray iron, ductile iron, etc.), processing of finished product and component assembly.the products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries.
FAQS
Q1: Are you a manufacturer or trading company?
A:Yes,our company was founded in 1998, with nearly 30 years in casting industry, a total area of 72,600㎡, with a factory building area of 51,000㎡.
Q2. What are your main products?
A: We primarily focus on steel casting, iron casting, finished product machining, and component assembly production.
Q3: How precision can you produce casting parts?
A: We have the capability of producing casting parts with different casting processes. The production is strictly comply with ISO 9001, ISO 14001 and ISO45001,EN15085, IRIS.
Q4. Can you produce according to the samples?
Yes, we can produce by your samples or technical drawings. We can build drawings for you after we get your samples too.
Q5: How do you do Quality Control before delivery?
A: Quality inspection is a very important factor to guarantee the quality of steel casting parts. We follow 3 times of inspection during the whole production process. And we will provide material testing report, dimensional testing report, and mechanical properties testing report to our clients before delivery.
It you are interested in any products,please feel free to contact us.
Contact:Cathy Xu
Email:sales@railwaypart.com
Mobile:008615515321683