Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

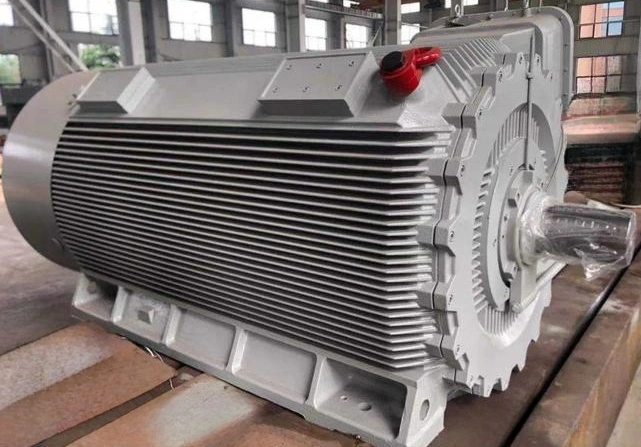
In the high-speed rail tunnel gallop between the electric fire, in the heavy load train of 10,000 tons of cargo, explosion-proof motor end cover like welded on the railway power system armor, with a unique technical language interpretation of the explosion-proof philosophy in the mobile scene. Compared with ordinary motor end covers, these special components installed in the locomotive power compartment are engraved in the structural genes of the technical code to deal with the risk of dynamic explosion.
Dynamic Seal System
When ordinary end covers also perform basic protection in a static environment, explosion-proof cover has evolved to cope with the train track special vibration sealing system:
Labyrinth seal in three dimensions: On the basis of the axial labyrinth structure, the radial corrugated sealing groove is added to extend the explosion flame path from 12.5mm to 22mm of the ordinary end cover, while allowing the axial vibration displacement of ±1.5mm.
Magnetic fluid seal: seal in bearing chamber adopts Fe3O4 magnetic layer, under the vibration frequency of 150 Hz remaining 0.01 Pa s. viscosity characteristics, compared with the traditional rubber seal, heat-resistant limit from 120 ℃ to 280 ℃. Since the compensation flange: 0.2 mm flange surface preset waveform elastic gasket, automatic compensation gap junction plane under the wheel/rail impact load fluctuations, the flame-proof clearance under the condition of ensuring the speed of 350 km is always steady at 0.18 + / – 0.02 mm. A certain type of harmonious electric locomotive measured data shows that after 2 million km run by the sealing system of the end cover the joint surface, corrosion depth is only 1/5 of the common end cover, with clearance variation control in the safety threshold of 60%.
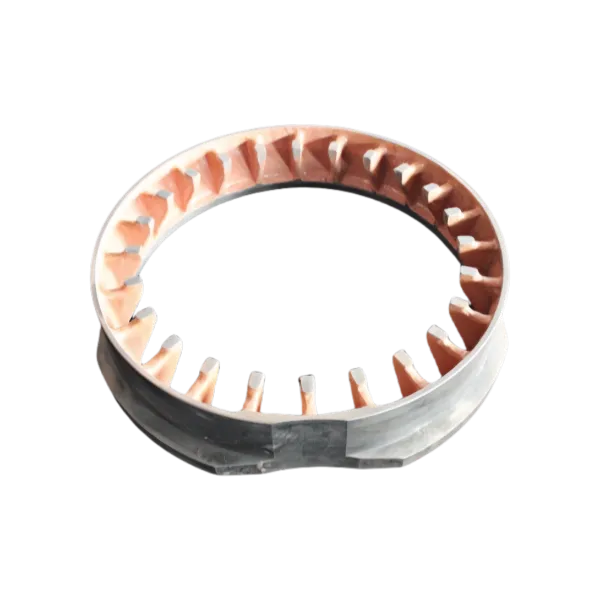
Material evolution: transition from cast iron to composite material
(1) normal end cover: ontology material used more HT250 cast iron, but low-temperature brittleness clearly (~ 20 ℃ is only 8 j impact energy);
(2)Train explosion-proof cover: choose RuT450 vermicular cast iron, the graphite morphology, distribution is vermicular in keeping the 500 mpa tensile strength at the same time, to 40 ℃ impact 25 j, ADAPTS the freeze-thaw cycle of the northeast cold railway environment. Armored joint surface explosion:
The surface using laser cladding coating WC – 12 co, hardness of HRC62, wear resistance is the common nickel plating layer 7 times, in LanXinXian sand abrasion conditions, no more than 3 years wear microns; The joint face: spraying polyurethane elastomer containing graphene, heat conduction coefficient up to 0.8 W/(m K), can export bearing heat quickly, and buffer slungshot impact energy. In the car, a certain institute of comparative tests shows that the new composite end cover in the simulation of composite corrosion test conditions along the Qinghai-Tibet railway is 2.3 times more than the traditional structure of extended service life.
Manufacture precision: from mm to micron death racing
(1)Casting process normal end cover: using tidal sand mold casting, allowing Φ porosity under 3 mm; Explosion-proof cover: must use vacuum seal modeling (V method casting), sand compactness of 90 or higher, key parts to implement the industrial CT detection resolution (0.1 mm), ensure zero defect in the explosion-proof surface depth of 5 mm.
(2)Mechanical machining bearing chamber: the car composite grinding process, roundness tolerance from ordinary end cover shrink 0.03 mm to 0.005 mm, the diameter of the equivalent of a human hair 1/16; Joint surface grinding: use the nanodiamond grinding wheel for mirror surface machining, surface roughness Ra 0.4 microns or less, make the flame-proof surface contact area of 40%, effective dispersion explosion shock wave. In the Daqin line overload locomotive renovation project, the precision machining of explosion-proof cover the motor vibration value fell by 35%, bearing life up to 1.2 million kilometers.
Dynamic certification system: beyond the laboratory of practical test
(1) Vibration certification normal end cover: only through 10 hz – 55 hz sine sweep test; Must complete the train explosion proof end cover: EN 61373 random vibration test specified triaxial acceleration (5 hz – 150 hz, 10 g), the actual operations of the simulation are equivalent to 25 circles around the earth vibration energy.
(2)The explosion test at 1.5 times the design pressure (usually acuity 1.2 MPa) under dynamic explosion experiment was carried out, at the same time, exerting load simulation train curves of centrifugal force (0.3 g lateral acceleration), verifying the integrity of flame-proof structure under complex stress. 3. The environmental simulation building contains the Siberian cold snap (- 50 ℃), the Sahara heat (+ 80 ℃), Java, humidity (98% RH) accelerated aging test, and inspection cycle is 6000 hours, far more than the ordinary end cover standard of 1000 hours.
The intelligent protection: from passive to active defense
Warning on the Renaissance, smart bullet, explosion-proof end cover has been upgraded to intelligent security nodes: embedded sensor array: embedded optical fiber grating sensor on the surface of the flame-proof, real-time monitoring level 0.001 mm clearance, direct passing data through the MVB bus train control system.
Self-healing coating: joint surface coating containing polysiloxane materials of the microcapsule, the scratching injuries can be automatically released when the repair agent, maintain explosion-proof performance; Hydrogen concentration monitoring: integration of catalytic combustion type sensor, in hydrogen concentration at lower explosive limit (LEL) 20% when trigger the early warning, response time < 3 seconds. Beijing Zhang Gaotie intelligent train operation data show that the application of this system reduces explosion-proof motor failure rate by 82%, and the preventive maintenance cycle is extended to 600000 kilometers.